
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






ব্ল্যাকেনিং ট্রিটমেন্ট রাউন্ড সেলফ ক্লিনচিং নাট
Xiaoguo® সুসংগত পণ্যের গুণমানের জন্য আধুনিক যন্ত্রপাতিতে বিনিয়োগ করে। ব্ল্যাকেনিং ট্রিটমেন্ট রাউন্ড সেল্ফ ক্লিঞ্চিং নাট-ব্ল্যাকেনিং ট্রিটমেন্টের ইনস্টলেশনে একটি ম্যান্ড্রেলকে এর কেন্দ্রের মধ্য দিয়ে টানতে হয়, যার ফলে নীচের অংশটি রেডিয়ালিভাবে বাইরের দিকে বিকৃত হয়, উপাদানটির অন্ধ দিকে একটি বড়, নিরাপদ ভারবহন পৃষ্ঠ তৈরি করে।
মডেল:QIB/IND ZS
অনুসন্ধান পাঠান
পণ্যের বর্ণনা
ব্ল্যাকেনিং ট্রিটমেন্টকে রাউন্ড সেলফ ক্লিনচিং বাদাম-ব্ল্যাকেনিং ট্রিটমেন্ট আরও ভাল এবং দীর্ঘস্থায়ী করতে, তারা বিভিন্ন পৃষ্ঠের আবরণ পায়। এখানে সাধারণের লোডাউন রয়েছে:
ইস্পাত বাদাম প্রায়ই দস্তার প্রলেপ পায়, আপনি পরিষ্কার, হলুদ বা কালো ক্রোমেট ফিনিস পেতে পারেন। এটি তাদের মরিচা থেকে রক্ষা করার জন্য একটি খরচ-বান্ধব উপায়। তারপরে রয়েছে জিওমেট™, যা একটি জিঙ্ক ফ্লেক লেপ। এটি জারা এবং রাসায়নিকের বিরুদ্ধে লড়াইয়ে সত্যিই ভাল, এবং এটি অনেকগুলি স্বয়ংচালিত মান পূরণ করে।
স্টেইনলেস স্টীল বাদাম সাধারণত একটি প্যাসিভেশন প্রক্রিয়ার মধ্য দিয়ে যায়। এটি তাদের ইতিমধ্যেই জারা প্রতিরোধ ক্ষমতা বাড়াতে সাহায্য করে। অ্যালুমিনিয়াম বাদামের জন্য, তারা অ্যানোডাইজড হতে পারে (যা পরিষ্কার বা রঙিন হতে পারে) বা একটি কেম-ফিল্ম পেতে পারে (এটি একটি ক্রোমেট রূপান্তর আবরণ)।
এই সমস্ত সমাপ্তি একই কাজ করে: তারা বাদামকে আর্দ্রতা, রাসায়নিক পদার্থ এবং পরিধান এবং ছিঁড়ে যাওয়া থেকে রক্ষা করে। আপনি যদি সেগুলি দীর্ঘ সময় ধরে রাখতে চান তবে এটিই গুরুত্বপূর্ণ।
শিল্পের মান এবং পরামিতি:
ব্ল্যাকেনিং ট্রিটমেন্ট রাউন্ড সেলফ ক্লিনচিং নাট শিল্পের নিয়ম অনুসরণ করে, সাধারণত DIN 7337 বা অনুরূপ কিছুর উপর ভিত্তি করে। এটি নিশ্চিত করে যে তারা একে অপরকে প্রতিস্থাপন করতে পারে তা নির্বিশেষে যারা তাদের তৈরি করে।
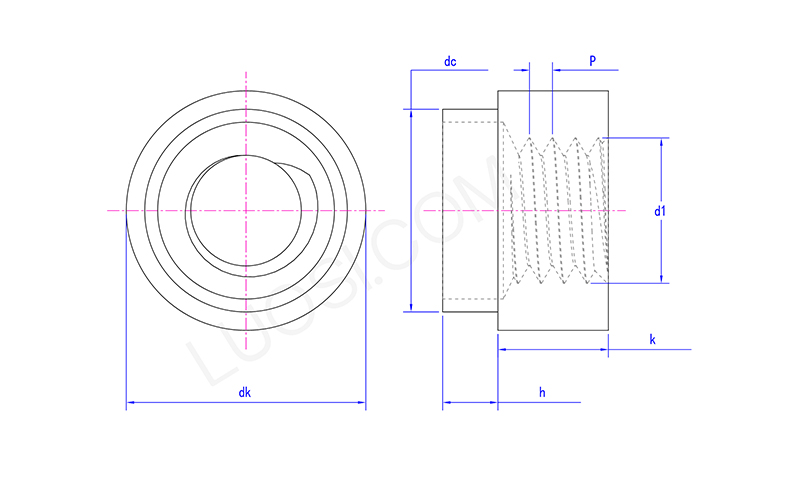
আপনি সেগুলিকে বিভিন্ন জিনিস দ্বারা পরিমাপ করেন: থ্রেডের আকার (যেমন M4, M5 এবং আরও অনেক কিছু), শরীর কতটা চওড়া, ফ্ল্যাঞ্জ কতটা চওড়া এবং আপনি যখন সেগুলি ব্যবহার করেন তখন উপাদানটি কতটা পুরু হতে পারে৷ স্ট্যান্ডার্ড থ্রেডের আকার সাধারণত M3 থেকে M12 পর্যন্ত যায়।
বড় পার্থক্য হল যে আপনি এই বাদামগুলি ইনস্টল করার পরে, ফ্ল্যাঞ্জ (যে অংশটি ছড়িয়ে পড়ে) শরীরের আগের তুলনায় অনেক বেশি প্রশস্ত হয়। এটিই তাদের উপকরণের মধ্য দিয়ে না টানতে এত ভাল করে তোলে।
আপনি যখন একটি বাদাম বাছাই করেন, তখন আপনাকে সঠিক পরিমাপ জানতে হবে। আপনাকে বাদামটিকে গর্তের আকারের সাথে মেলাতে হবে এবং উপাদানটি কতটা পুরু। আপনি যদি না করেন তবে এটি সঠিকভাবে কাজ করবে না।
| সোম | M3-1.5 | এম 3-2 | M4-1.2 | M4-1.5 | M4-2 | M5-2 | M5-3 | M6-2 | M6-3 | M8-2 | M8-3 |
| P | 0.5 | 0.5 | 0.7 | 0.7 | 0.7 | 0.8 | 0.8 | 1 | 1 | 1.25 | 1.25 |
| dk সর্বোচ্চ | 7.25 | 7.25 | 8.25 | 8.25 | 8.25 | 10.25 | 10.25 | 11.25 | 11.25 | 13.25 | 13.25 |
| dk মিনিট | 6.75 | 6.75 | 7.75 | 7.75 | 7.75 | 9.75 | 9.75 | 10.75 | 10.75 | 12.75 | 12.75 |
| ডিসি সর্বোচ্চ | 4.98 | 4.98 | 5.98 | 5.98 | 5.98 | 7.95 | 7.95 | 8.98 | 8.98 | 10.98 | 10.98 |
| k সর্বোচ্চ | 3.25 | 3.25 | 4.25 | 4.25 | 4.25 | 5.25 | 5.25 | 6.25 | 6.25 | 6.25 | 6.25 |
| k মিনিট | 2.75 | 2.75 | 3.75 | 3.75 | 3.75 | 4.75 | 4.75 | 5.75 |
5.75 |
5.75 |
5.75 |
| h সর্বোচ্চ | 1.6 | 2.1 | 1.3 | 1.6 | 2.1 | 2.1 | 3.1 | 2.1 | 3.1 | 2.1 | 3.1 |
| ঘন্টা মিনিট | 1.4 | 1.9 | 1.1 | 1.4 | 1.9 | 1.9 | 2.9 | 1.9 | 2.9 | 1.9 | 2.9 |
| d1 | M3 | M3 | M4 | M4 | M4 | M5 | M5 | M6 | M6 | M8 | M8 |
ইনস্টলেশনের জন্য কি সরঞ্জাম প্রয়োজন?
একটি ব্ল্যাকেনিং ট্রিটমেন্ট রাউন্ড সেলফ ক্লিঞ্চিং বাদাম ইনস্টল করার জন্য, আপনাকে ম্যান্ড্রেল নামে একটি বিশেষ সেটিং টুলের প্রয়োজন। এই টুলটি বাদামের ভিতরের থ্রেডগুলিতে থ্রেড করে। আপনি যখন টুলটি টেনে বা বল প্রয়োগ করেন, তখন এটি বাদামটিকে বাইরের দিকে প্রসারিত করে, এটিকে বিকৃত করে যাতে এটি টিউব প্রাচীরকে শক্তভাবে আঁকড়ে ধরে।
ম্যানুয়াল সেটিং সরঞ্জাম আছে, কিন্তু বেশিরভাগ ক্ষেত্রে, বিশেষ করে কারখানা সেটআপে, বায়ুসংক্রান্ত বা হাইড্রোলিক সরঞ্জামগুলি আরও ভাল। তারা সামঞ্জস্যপূর্ণ শক্তি দেয়, যা নিশ্চিত করে যে বাদামটি প্রতিবার সঠিকভাবে ইনস্টল করা হয়েছে। সেই ধারাবাহিকতা নির্ভরযোগ্য পারফরম্যান্সের জন্য চাবিকাঠি, বিশেষ করে যখন আপনি প্রচুর ইনস্টলেশন করছেন।
হট ট্যাগ: ব্ল্যাকেনিং ট্রিটমেন্ট রাউন্ড সেলফ ক্লিঞ্চিং নাট, চীন, প্রস্তুতকারক, সরবরাহকারী, কারখানা
সম্পর্কিত বিভাগ
ষড়ভুজ বাদাম
বর্গাকার বাদাম
হেক্সাগন ফ্ল্যাঞ্জ নাট
লক বাদাম
ক্যাপ বাদাম
ষড়ভুজ স্লটেড বাদাম
হাত বাদাম স্ক্রু
গোল বাদাম
হাবস বাদাম
টি-বাদাম
রিড বাদাম
অন্যান্য বাদাম
অনুসন্ধান পাঠান
নীচের ফর্মে আপনার তদন্ত দিতে নির্দ্বিধায় দয়া করে. আমরা আপনাকে 24 ঘন্টার মধ্যে উত্তর দেব।








