
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






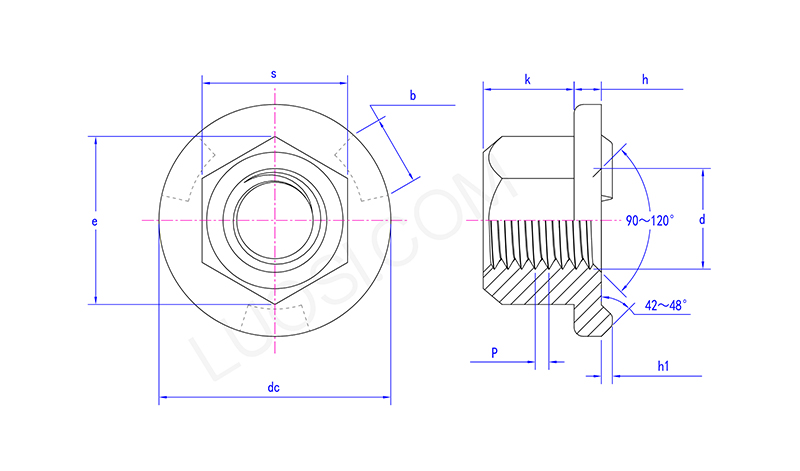
ফ্ল্যাঞ্জ সহ উচ্চ শক্তি জোড় হেক্সাগন বাদাম
ফ্ল্যাঞ্জের সাথে উচ্চ শক্তির জোড় ষড়ভুজ বাদামের একটি প্রধান সুবিধা হল তাদের উচ্চ পুল-আউট শক্তি, কম্পন প্রতিরোধের এবং সমাবেশের সময় সারিবদ্ধকরণের সহজতার সমন্বয়। Xiaoguo® প্রতিযোগিতামূলক মূল্য এবং দক্ষ আন্তর্জাতিক শিপিং পরিষেবা প্রদান করে। আমরা বিনামূল্যে নমুনা প্রদান করতে পারেন.
মডেল:Q 366-2012
অনুসন্ধান পাঠান
পণ্যের বর্ণনা
ফ্ল্যাঞ্জ সহ কার্বন ইস্পাত উচ্চ শক্তির ওয়েল্ড হেক্সাগন বাদাম সাধারণত 5, 8, বা 10 (ASTM A563 থেকে) বা অনুরূপ ISO প্রপার্টি ক্লাসের মতো গ্রেডে ফিট করে—যেমন 8, 10, 12৷ এটি নিশ্চিত করে যে তাদের নির্দিষ্ট যান্ত্রিক বৈশিষ্ট্য রয়েছে৷ স্টেইনলেস স্টীলগুলি সাধারণত ASTM A194/A194M বা ASME মানগুলি পূরণ করে, যা তাদের রাসায়নিক মেকআপকে কভার করে এবং তারা কতটা ভালভাবে ক্ষয় প্রতিরোধ করে, এই বাদামের জন্য গুরুত্বপূর্ণ জিনিসগুলি।
| সোম | M8 | M10 | M12 | M14 |
| P | 1.25 | 1.5 | 1.75 | 2 |
| h1 সর্বোচ্চ | 1.1 | 1.3 | 1.3 | 1.3 |
| h1 মিনিট | 0.9 | 1.1 | 1.1 | 1.1 |
| ডিসি সর্বোচ্চ | 22.5 | 26.5 | 30.5 | 33.5 |
| dc মিনিট | 21.5 | 25.5 | 29.5 | 32.5 |
| e মিন | 13.6 | 16.9 | 19.4 | 22.4 |
| h সর্বোচ্চ | 2.75 | 3.25 | 3.25 | 4.25 |
| ঘন্টা মিনিট | 2.25 | 2.75 | 2.75 | 3.75 |
| b সর্বোচ্চ | 6.1 | 7.1 | 8.1 | 8.1 |
| খ মিনিট | 5.9 | 6.9 | 7.9 | 7.9 |
| k মিনিট | 9.64 | 12.57 | 14.57 | 16.16 |
| k সর্বোচ্চ | 10 | 13 | 15 | 17 |
| s সর্বোচ্চ | 13 | 16 | 18 | 21 |
| s মিনিট | 12.73 | 15.73 | 17.73 | 20.67 |
সতর্কতা:
উচ্চ শক্তির ওয়েল্ড হেক্সাগন বাদামকে ফ্ল্যাঞ্জের সাথে সঠিকভাবে স্থাপন করার অর্থ হল সঠিক ঢালাই পদক্ষেপগুলি ব্যবহার করা। বাদামটিকে সঠিক জায়গায় সেট করতে হবে এবং ওয়ার্কপিসের পৃষ্ঠের বিরুদ্ধে শক্ত করে ধরে রাখতে হবে - নিশ্চিত করুন যে পৃষ্ঠটি প্রথমে পরিষ্কার এবং প্রস্তুত। প্রজেকশন ওয়েল্ডিংয়ের জন্য, আপনাকে সঠিক বর্তমান, সময় এবং চাপ ব্যবহার করতে হবে। আর্ক ওয়েল্ডিংয়ের জন্য, এটি সঠিক কৌশল সম্পর্কে। যেভাবেই হোক, এই অধিকার পাওয়া গুরুত্বপূর্ণ। আপনার একটি ঢালাই দরকার যা পুরোটা দিয়ে যায়, কিন্তু বাদামের থ্রেডগুলিকে এলোমেলো না করে। এইভাবে আপনি জয়েন্টটি ধরে রেখেছেন তা নিশ্চিত করুন।
ইনস্টলেশন নির্দেশাবলী:
অভিক্ষেপ উচ্চ শক্তি জোড় ষড়ভুজ বাদাম একটি ফ্ল্যাঞ্জ সঙ্গে ফ্ল্যাঞ্জ সঙ্গে, আপনি সাধারণত একটি বিশেষ প্রতিরোধের ঢালাই প্রয়োজন. এটিতে সঠিক ইলেক্ট্রোড চাপ, বর্তমান, এবং সময় সেটিংস থাকতে হবে যা বাদামের আকার এবং উপাদানের জন্য কাজ করে। আপনার নির্দিষ্ট বাদামের সাথে মানানসই প্রস্তাবিত সেটিংসের জন্য প্রস্তুতকারকের তথ্য শীটটি দেখুন।
হট ট্যাগ: ফ্ল্যাঞ্জ সহ উচ্চ শক্তির ঢালাই ষড়ভুজ বাদাম, চীন, প্রস্তুতকারক, সরবরাহকারী, কারখানা
সম্পর্কিত বিভাগ
ষড়ভুজ বাদাম
বর্গাকার বাদাম
হেক্সাগন ফ্ল্যাঞ্জ নাট
লক বাদাম
ক্যাপ বাদাম
ষড়ভুজ স্লটেড বাদাম
হাত বাদাম স্ক্রু
গোল বাদাম
হাবস বাদাম
টি-বাদাম
রিড বাদাম
অন্যান্য বাদাম
অনুসন্ধান পাঠান
নীচের ফর্মে আপনার তদন্ত দিতে নির্দ্বিধায় দয়া করে. আমরা আপনাকে 24 ঘন্টার মধ্যে উত্তর দেব।








